Chłodzenie narzędzi skrawających ma szczególne znaczenie dla efektywności i bezpieczeństwa procesu obróbki. Zadaniem substancji chłodzącej jest efektywne odprowadzanie ciepła, a zarazem precyzyjne smarowanie powierzchniowe wykorzystywanego narzędzia.
Chłodziwo jest newralgicznym elementem tego procesu. Choć kluczowe wydają się być obrabiarka, właściwe narzędzie i obrabiany produkt, cykl obróbki będzie niemożliwy bez substancji chłodzącej. Na co w tym kontekście zwrócić uwagę tak, by skutecznie obniżać temperaturę zarówno obrabianych przedmiotów jak i narzędzi skrawających?
Przede wszystkim należy mieć na uwadze fakt, że proces ten jest istotny podczas wszystkich rodzajów obróbki skrawaniem – od wiercenia przez frezowanie, gwintowanie po toczenie. W zależności od specyfiki danego procesu i poddanego pracy materiału, należy odpowiednio dobrać chłodziwo. Innej specyfiki oczekiwać będzie bowiem detal aluminiowy, innych – żeliwny, a jeszcze kolejnych – specyficzne stopy.
Można więc jednoznacznie przyjąć, że chłodziwo służy to:
- chłodzenia
- smarowania
- ogólnej ochrony przed korozją.
Warto jednak spojrzeć na właściwości chłodziwa szerzej. Jeśli jest dobrze dobrane do materiału, charakteryzuje się też właściwościami myjącymi. W efekcie, chłodziwo do obróbki metali bezpośrednio przekłada się na zaskakująco wiele elementów decydujących o skuteczności procesu obróbki.
Czytaj także: Jak działa tokarka CNC
Spis treści
Jak zrobić chłodziwo do tokarki?
Wykonanie chłodziwa do tokarki nie jest trudne, choć oczywiście najlepszą opcją jest korzystanie z gotowych już preparatów, których właściwości i skuteczność są analizowane w warunkach laboratoryjnych. Zastanawiając się, z czego zrobić chłodziwo do wiercenia czy innych prac obróbczych należy zwrócić uwagę na fakt, że ich specyfika może się znacząco różnić w zależności od nośnika, wylotu i ciśnienia preparatu.
Jakie są nośniki chłodziwa? Najczęściej spotykanym jest emulsja będącą mieszaniną wody oraz oleju – przy czym zawartość tego drugiego nie powinna przekraczać poziomu 10 proc., ale też nie być mniejsza niż 5 proc. Innym rozwiązaniem jest sam olej, który może być w niektórych przypadkach używany zamiennie wobec emulsji. Rzadziej spotykanymi rozwiązaniami są:
- stosowanie sprężonego powietrza (nie ogranicza ono odprowadzania temperatury, a jedynie zanieczyszczenia)
- MQL, czyli smarowanie minimalne polegające na połączeniu sprężonego powietrza z symboliczną ilością oleju
- skroplony gaz generujący efekt chłodzący.
Należy pamiętać, że ostatnie z tych propozycji to relatywnie rzadkie sposoby dopasowane wyłącznie do określonych urządzeń. W zdecydowanej większości najlepszym chłodziwem do obróbki podczas toczenia są rozwiązania podstawowe.
Jaka jest specyfika emulsji obróbczej?
To bezchlorkowe produkty opracowywane pod kątem prowadzenia obróbki w przypadku utrudnionych warunków. Mogą się różnić stężeniem tak, by dopasować dany preparat do obrabianego materiału. W ten sposób charakteryzują się szerokim zakresem stosowania i mogą być używane do powierzchni płaskich, cylindrycznych czy podczas szlifowania innego typu.
Podczas pracy charakteryzują się doskonałymi właściwościami chłodzącymi, a jednocześnie zabezpieczają dane przedmioty przed korozją. Specyfika ich wykonania sprawia, że podczas pracy nie doprowadzają do niepożądanego efektu spienienia. Cechy te obejmują zarówno chłodziwa o stężeniu 4-9% – do np. metali żelaznych i nieżelaznych – jak i charakteryzujące się poziomem stężenia do 12%, które używane są podczas prac związanych z żeliwem, stalą – stopową i twardą – a także w przypadku aluminium oraz jego stopów. Mimo niewątpliwych zalet emulsji należy pamiętać również o możliwościach olejów obróbczych – m.in. w kontekście cięć, szlifowania, nawiertach i gwintowania.
Podawanie chłodziwa podczas pracy
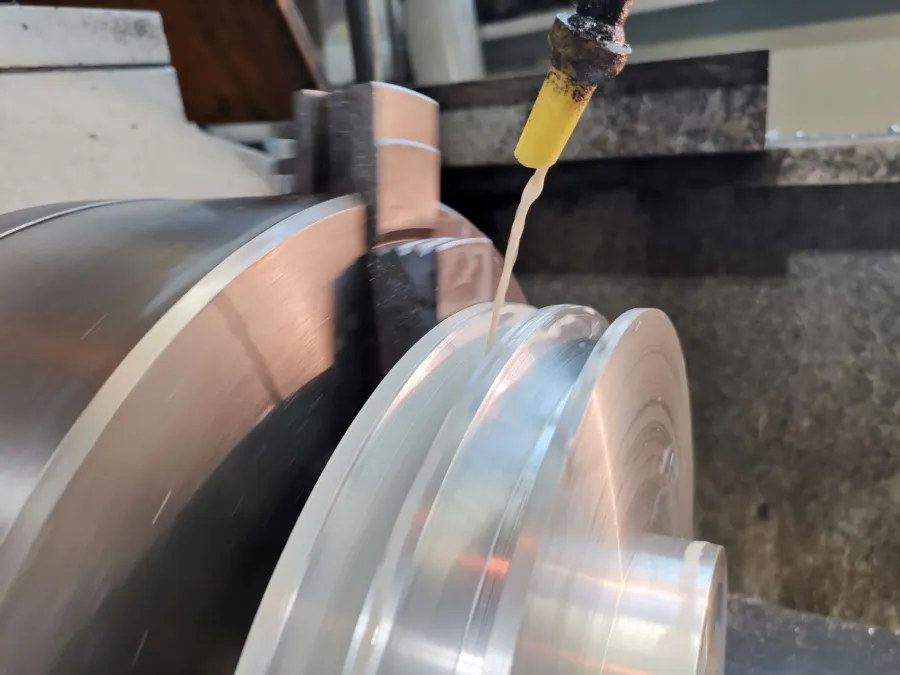
Stosowane obecnie narzędzia tokarskie używają wewnętrznych rozwiązań doprowadzania chłodziwa – odbywa się to zazwyczaj poprzez aplikację na powierzchnię natarcia, czyli od góry. W ten sposób dochodzi do ukierunkowania strumienia chłodziwa w miejsce najbardziej narażone na niekontrolowany wzrost temperatury podczas pracy.
Innymi sposobami aplikacji chłodziwa jest podawanie do na powierzchnię przyłożenia – czyli od dołu. W tym przypadku preparat nakładany jest tak, by efektywnie odprowadzać ciepło z płytki. Ostatnią z opcji pozostaje ukierunkowanie przepływu chłodziwa na płytkę oraz przedmiot obrabiany w ramach standardowego wylotu chłodziwa.
Który wariant aplikacji chłodziwa jest najlepszy? Trudno to ujednolicać – duże znaczenie mają szczegóły takie jak typ obrabianego materiału, charakterystyka płytki oraz inne parametry toczenia.
Warto zwrócić uwagę na ostateczną korzyść, którą zapewnia stosowanie chłodziwa. W przypadku przyłożenia dolnego będzie to podwyższenie trwałości narzędzia. Jeśli preparat zostaje podawany od góry, można spodziewać się lepszej kontroli pozostałości z procesu toczenia. Stąd niewątpliwie ważne jest, by każdy przypadek traktować indywidualnie, a wszystkie procesy dostosowywać do jego konkretnych parametrów.
Czytaj także: Sposoby cięcia metali


















